壢妛媄弍暘栰 乗 嬥懏壛岺乮僄儞僕儞僶儖僽乯
亙尨暥亜
PDF僼傽僀儖偼偙偪傜偐傜仺Click here for a PDF file.
墿怓偺晹暘偵偮偄偰偼丄偙偺壓偵宖嵹偟偰偁傞亙栿幰偐傜偺楢棈帠崁亜傪偛嶲徠壓偝偄丅
奺夋憸偺壓偵婰嵹偟偰偁傞Figure 1 乣8偼丄尨暥偵偼偁傝傑偣傫丅
庣傝敳偄偨楇愴偺媄弍丂嶰旽廳丄帺摦幵晹昳偱暅妶
2014/2/3 7:00
丂嶰旽廳岺嬈偑愴慜偺峲嬻婡偺惢憿媄弍傪嵟怴偺媄朄偱尰戙偺帺摦幵晹昳偵傛傒偑偊傜偣偨丅僄儞僕儞偺寉検壔傗擱椏岠棪岦忋偵偮側偑傞嶱拞嬻僄儞僕儞僶儖僽偺壛岺媄弍偩丅幚尰偵偼從媝張暘傪旔偗偰媄弍傪師戙偵堷偒宲偛偆偲偟偨愴拞偺媄弍幰偲丄尰戙偺媄弍偱杹偒忋偘偨徍榓偲暯惉偺抌憿媄弍幰偺巔偑偁偭偨丅
仭媄弍帒椏丄廔愴偱攑婞偺婋婡
曐懚偝傟偰偄偨惵從偒帒椏 Figure 1
愴拞偺帒椏傪帩偮怷堜巵 Figure 2
丂乽奺幮偺斀墳偼旕忢偵偄偄丅検嶻帪婜傪慜搢偟偡傞昁梫偑偁傞偐傕偟傟側偄乿乗乗丅侾寧壓弡偵塸撈暓偺戝庤帺摦幵儊乕僇乕傪朘栤偟偨岺嶌婡夿帠嬈杮晹乮帬夑導孖搶巗乯偺岺嶌晹僄儞僕儞僶儖僽岺嶌壽嶱拞嬻僠乕儉偺怷堜岹榓庡惾媄巘偼嶱拞嬻僶儖僽偺昡壙偵庤墳偊傪姶偠偰偄偨丅
丂峣傝壛岺偲寠奐偗壛岺傪慻傒崌傢偣傞嶱拞嬻僶儖僽偼傑偢嬥懏偺朹偺抂傪僾儗僗偟丄弌偭挘偭偨僶儖僽偺摢傪嶌傞丅偦偺屻丄幉偺晹暘偵寠傪奐偗丄彮偟偢偮椻娫抌憿偟側偑傜嵶偔峣偭偰偄偔丅僶儖僽偺嶱偺撪晹傕嬻摯偑峀偑傞乽嶱拞嬻乿僄儞僕儞僶儖僽偑偱偒傞丅
丂幉偵壛偊嶱偺晹暘傕拞嬻偱廬棃傛傝10乣20亾寉偄丅僄儞僕儞撪晹偺崅壏傪摝偑偡婡擻傕崅偄丅朹偺晹暘偩偗僪儕儖偱寠傪奐偗傞乽拞嬻乿僶儖僽傛傝嬻摯晹暘偑戝偒偔丄擬傪傛偔揱偊傞僫僩儕僂儉傪嶱偺拞偵傕廩揢偡傞偨傔丄僄儞僕儞僽儘僢僋撪晹偺崅壏傪憗偔奜偵摝偑偣傞偨傔偩丅
愴拞偵僄儞僕儞僶儖僽傪惗嶻偟偰偄偨戝岾岺応 Figure 3
丂偙偺媄弍偼愴慜丒愴拞偵柤屆壆惢嶌強戝岾岺応傗丄嫗搒岺応偑孯梡婡偺僄儞僕儞僶儖僽惗嶻偵妶梡偟偨丅摉弶偺崙嶻僶儖僽偼攋懝偡傞偙偲偑懡偔丄墷廈偐傜愝寁恾柺傪擖庤偟岺朄傪夵椙偟偨丅摉帪偼検嶻嵟桪愭偱丄擬娫抌憿傪拞怱偵600岺掱偵媦傇壛岺傪恖奀愴弍偱偙側偟偨丅寧偵俉枩杮偺僶儖僽傪側傫偲5000恖偺岺堳偑憿偭偰偄偨偲偄偆丅
丂偙偺壛岺媄弍偺梫椞傪徻嵶偵婰偟偨媄弍帒椏偼丄廔愴偱攑婞偺婋婡偵偝傜偝傟傞丅偟偐偟丄摉帪戝妛弌偺嫗搒岺応偺庒庤媄弍幰偑屄恖揑偵乽孯廀娭學偺帒椏偼從媝張暘偵側傞偐傜偳偙偐偵塀偟偨乿丅1966擭偵嵞傃夛幮偵栠偟曐娗偝傟偰偄偨丅帪偼偨偪丄怷堜巵偼偁傞帪偦偺帒椏傪乽偙偆偄偆媄弍傪変乆偼帩偭偰偄偨丅偄偮偐巊偊乿偲搉偝傟偨丅
仭乽堦懱惉宆偱偮偔傜側偄偲堄枴側偄乿
丂偟偐偟丄侾杮悢昐墌丄愨偊娫側偄僐僗僩僟僂儞傪敆傜傟傞検嶻幵偺晹昳偱摨偠曽朄偼巊偊側偄丅偙偺媄弍傪妶梡偟傛偆偲偄偆帋傒偼乽抌憿偱曄宍偝偣傞検偑戝偒偡偓乿丄暯惉偵側傞傑偱壗搙傕幐攕偟偰偄偨丅
丂2007擭偵乽僄儞僕儞僶儖僽偱怴偟偄晅壛壙抣傪憂傠偆乿偲巒傑偭偨僾儘僕僃僋僩丅怷堜巵偼孖搶偱媄弍晹栧傪摑妵偟偰偄偨庽恄岾晇尰庢掲栶幏峴栶堳偐傜乽懠幮偲摨偠偱偼偩傔偩丅梟愙偱偮側偓崌傢偣傞偺偱偼側偔堦懱惉宆偱偮偔傜側偄偲嶰旽廳岺偑傗傞堄枴偼側偄乿偲偼偭傁傪偐偗傜傟偨丅
丂幮偺撪奜偵榖傪帩偭偰偄偔偑丄帄傞強偱乽偙偺媄弍偱検嶻偡傞偺偼愨懳柍棟偩乿偲偝偠傪搳偘傜傟偨丅偦偙偵暿審偱媑懞昢帯巵偑朘傟偨丅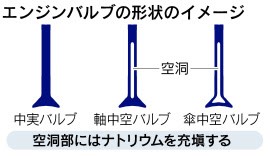
Figure 4
丂08擭俀寧偵怷堜巵偼乽嶱拞嬻偺媄弍偱帺摦幵梡僄儞僕儞僶儖僽傪検嶻偱偒側偄偐峫偊偰傎偟偄乿偲媑懞巵偵媡採埬丄94儁乕僕偵忋傞愴慜偺恾柺偺惵從偒帒椏傪尒偣偨丅係寧偐傜奐敪偑僗僞乕僩偟偨丅
丂媑懞巵偼柤屆壆偺戝岾岺応偵1957擭偵攝懏偝傟丄埲棃抌憿堦嬝丅暵嵡抌憿側偳偺怴媄弍傪師乆偲奐敪偟偨丅86擭偵戝岾岺応偑暵嵔偝傟傞偲廳岺傪棧傟丄偦偺屻嬥宆儊乕僇乕偱栶堳偵側傞丅偦偙偱傕抌憿媄弍傪尋媶偟懕偗偨丅
嶱拞嬻僄儞僕儞僶儖僽(侾斣塃)偺壛岺夁掱 Figure 5
丂惵從偒帒椏偵偼偳偆偄偆儊乕僇乕偺惢憿憰抲傪巊偆偐丄搖愇偺庬椶傗棻宎側偳嶱拞嬻僶儖僽傪偮偔傞偨傔偺徻嵶側嶌嬈巜帵偑僀儔僗僩傪岎偊偰傃偭偟傝彂偄偰偁偭偨丅
丂媑懞巵偑敪埬偟偨偺偼懴擬惈偺崅偄崅嫮搙偺崌嬥傪椻娫抌憿偡傞敪憐丅乽10埲忋偺岺朄傪峫偊偨偑丄堦偮栚偑摉偨偭偨丅僐儘儞僽僗偺棏偺傛偆側傕偺乿偲偄偆丅怷堜巵偼乽幵偑嬻傪旘傇傛偆側傕偺丅柍偐傜桳傪惗傒弌偡媑懞偝傫偺敪憐偼偡偛偄乿偲愩傪姫偔丅
仭愝寁丒傕偺偯偔傝尰応堦懱偱幚尰
丂偨偩丄拞嬻偺朹傪嵶偔墑偽偟偰偄偔峣傝壛岺偑嬌傔偰擄偟偄丅偆傑偔傗傜側偄偲嵶偄幉偑偮傇傟偰偟傑偆丅壗夞偵暘偗偰壗僩儞偺椡傪偐偗傞偐丄曄壔偝偣傞嬥宆偺宍側偳拞彫壛岺儊乕僇乕偺嫤椡傪摼偰帋峴嶖岆傪孞傝曉偟偨丅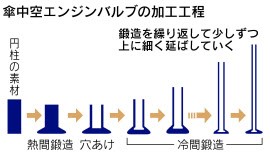
Figure 6
丂摨幮偼崱夞丄偁傜偐偠傔寠傪奐偗偰偐傜峣傝壛岺偡傞偙偲偱丄惛搙偑崅偄嶱拞嬻僶儖僽傪抁帪娫偱検嶻偡傞媄弍傪妋棫偟偨丅擔杮婇嬈偵壛偊丄墷廈偺帺摦幵儊乕僇乕偵傕怴媄弍偱峌惃傪偐偗傞丅
丂夁嫀偐傜妛傇傋偒偼屄暿偺媄弍偩偗偱偼側偄丅摨幮偺傕偺偯偔傝媄弍晹偵傛傞偲愴慜丒愴拞偺柤屆壆峲嬻婡惢嶌強偱偼楇愴傗廳敋寕婡側偳偺惢憿抜奒偱梊憐偝傟傞晄嬶崌傪偁傜偐偠傔愝寁偵斀塮偝偣丄奐敪婜娫傪抁偔偡傞僐儞僇儗儞僩丒僄儞僕僯傾儕儞僌乮俠俤乯傗僼儘儞僩丒儘乕僨傿儞僌乮俥俼乯偺奣擮偑偡偱偵崻晅偄偰偄偨丅
丂摉慠僐儞僺儏乕僞乕偺側偄帪戙丅暯惉偺惢憿嬈偑俁師尦乮俁俢乯俠俙俢乮僐儞僺儏乕僞乕偵傛傞愝寁乯傗俁俢僾儕儞僞乕傪嬱巊偟偰峴偆帋傒傪乽埑搢揑側抁擺婜傪媮傔傜傟傞愴帪偺梫惪偐傜愝寁偲傕偺偯偔傝偺尰応偑堦懱偲側偭偰幚尰偟偨乿偲偄偆丅傒傫側偑戝晹壆偵廤傑偭偰媍榑偡傞丄傑偝偵塮夋乽晽棫偪偸乿偺悽奅偩丅
丂垽抦導彫杚巗偺儈僒僀儖傗峲嬻婡偺僄儞僕儞傪惢憿偡傞柤屆壆桿摫悇恑僔僗僥儉惢嶌強偺僊儍儔儕乕偵偼丄愴拞偺孯梡婡偺僄儞僕儞傗嶱拞嬻僶儖僽傗僄儞僕儞偑揥帵偝傟偰偄傞丅掔惇堦丒柤桿僊儍儔儕乕挿傕戝岾岺応偱挿偔摥偄偨丅乽惍旛巑側偳偑巊偆僄儞僕儞偺摟帇恾偼庤彂偒偩偑丄俠俧偲尒娫堘偊傞傎偳惛岻丅摉帪偺傕偺偯偔傝偺儗儀儖偺崅偝偑暘偐傞乿偲偄偆丅
丂偨偩丄揱彸偼梕堈偱偼側偐偭偨丅柤屆壆峲嬻塅拡僔僗僥儉惢嶌強偺帒椏幒偵偼楇愴側偳偺朤傜偵廔愴偱峲嬻婡惗嶻偑嬛巭偵側傝乽廬嬈堳偺屝岥乮偙偙偆乯傪偟偺偖偨傔偵偮偔偭偨撶傗僷儞從偒婍乿偑揥帵偝傟偰偄傞丅攧傝忋偘偺妋曐偩偗偱側偔乽媄弍幰傪棧嶶偝偣側偄偨傔偺曽嶔乿乮憤柋摑妵晹偺埳摗晀旻巵乯偩偭偨丅
嶱拞嬻僄儞僕儞僶儖僽傪嫟摨奐敪偟偨媑懞昢帯巵 Figure 7
仭戝庤帺摦幵儊乕僇乕偵弌壸傊
丂峲嬻婡偺傢偐傞媄弍幰偼妋曐偟偨偑丄僒儞僼儔儞僔僗僐島榓忦栺傪宱偰丄嶰旽廳岺偑峲嬻婡帠嬈傪嵞奐偟偨偺偼52擭丅愴屻偵恑壔偟偨暷崙偺峲嬻婡媄弍傪摫擖偡傞偺偵惛偄偭傁偄丅乽嬻敀偺俈擭娫偼戝偒偐偭偨乿
丂嶱拞嬻僶儖僽偼崱擭搙拞偵戝庤帺摦幵儊乕僇乕偵弌壸傪巒傔傞梊掕丅2014擭搙偵孖搶偵栺10壄墌傪偐偗愗抐丄擬張棟丄寠奐偗丄峣傝丄僫僩儕僂儉拲擖側偳偺堦娧儔僀儞傪愝偗傞丅寧嶻50枩杮偺擻椡偱丄悢擭屻偵偼25壄墌傪捛壛搳帒偟摨200枩杮偵偡傞寁夋偩丅
丂嶰旽廳岺偼嶱拞嬻媄弍傪恑壔偝偣傞偙偲偑偱偒偨丅帒椏傪巆偟偨愴拞偺媄弍幰丄媑懞巵丄怷堜巵丅扤偑寚偗偰傕偙偺媄弍偼傛傒偑偊傜側偐偭偨丅偨偩丄悢懡偔偺尋媶強傗帠嬈強傪書偊傞摨幮偩偗偱偼壽戣傪夝寛偱偒偢丄俷俛偲偼偄偊丄屄恖宱塩偵嬤偄媑懞巵偑夝偄偨偺傕帠幚丅
丂媑懞巵偼嶱拞嬻偺媄弍奐敪傪婡偵抌憿偺僐儞僒儖僥傿儞僌夛幮丄媑懞僇儞僷僯乕乮柤屆壆巗乯傪愝棫偟偨丅帺摦幵儊乕僇乕側偳偵抌憿媄弍傪採埬偟偰偄傞丅嶰旽廳岺偱傕帪愜島墘偡傞偑乽戝帠側媄弍偺宲彸幰偑娗棟怑偵側偭偰尰応傪棧傟偰偟傑偆乿偲扱偔丅
仭師悽戙偵媄弍偺僶僩儞搉偡
晽幵敪揹婡傪彫妛惗偲堦弿偵嶌傞嶳擵撪巵 Figure 8
丂摨幮偵尷傜偢丄戝庤婇嬈偼媄擻摴応側偳傪偮偔傝丄媄擻揱彸傪恑傔偰偄傞丅偦偙偱偼庒庤媄弍幰偑崌廻側傝偟偰婎杮媄擻傪媧廂偡傞丅偨偩乽尋廋偱夁嫀偺媄弍偼僐僺乕偱偒偰傕丄嵟怴媄弍偲慻傒崌傢偣偰杮摉偵晲婍偲側傞媄弍偵恑壔偝偣傞偺偼傑偨暿乿乮怷堜巵乯偩丅
丂乽揹婥偼偳偆傗偭偰偮偔傞偐抦偭偰傞偐偄丅敪揹婡傪夞偡曽朄偼偄傠偄傠偁傞乿
丂嶰旽廳岺偼晽幵傪巊偭偨敪揹婡嶌傝側偳丄悢擭慜偐傜彫妛峑偱棟壢偺弌慜庼嬈傪奐偄偰偄傞丅島巘偺堦恖偑尦幮堳偺嶳擵撪寷晇巵丅愴屻弶偺崙嶻椃媞婡丄倄俽乕11偺愝寁偵娭傢傝丄僥僗僩僷僀儘僢僩傕柋傔丄擔杮偺峲嬻嶻嬈偺敪揥傪巟偊偨丅嶐壞傕杮幮嬤偔偺彫妛峑偱懠偺儊乕僇乕偺姴晹俷俛偲壢妛偺妝偟偝傪嫵偊偰偄偨丅
丂愴慜偐傜愴屻丄偦偟偰彨棃傪扴偆巕偳傕偨偪傊丅抧摴偵傕偺偯偔傝偺媄弍偺僶僩儞傪搉偡偙偲偑擔杮偺惢憿嬈偺枹棃偵偮側偑傞丅
乮嶻嬈晹丂嶰塝媊榓乯
亙栿暥亜
PDF僼傽僀儖偼偙偪傜偐傜仺Click here for a PDF file.
A technology used in zero fighters continued to be preserved, revival in automobile components, MHI
Feb 3, 2014 7:00
丂Mitsubishi Heavy Industries has revived a technology for manufacturing prewar aircrafts in today's automobile components with an up-to-date technique. It's a technology for forming a hollow-head engine valve that contributes to the weight reduction of the engine and the improvement of the fuel efficiency. What made the achievement possible are the efforts of a wartime engineer who had protected the technology from incineration to hand it over to the next generation and forging engineers of the Showa and Heisei periods who polished it up with today乫s technology.
*Technical document, in danger of destruction
The preserved blueprint document Figure 1
Mr. Morii holding the wartime document in his hands Figure 2
丂"Reactions from the manufacturers are very positive. We may need to move up the mass-production schedule." - Mr. Hirokazu Morii, the principal engineer of the hollow head team of the engine valve engineering department of the engineering division of the machine tool business headquarters (Ritto City, Shiga Prefecture) was feeling a sense of expectation when receiving feedback about the hollow-head engine valve. He had visited British, German, and French major automobile manufacturers in late January.
丂 When forming a hollow-head engine valve that can be created through a combination of drawing and punching processes, first, the end of the metal rod is pressed to be the head of the pulled valve. After that, a hole is punched in the stem portion, and the stem portion is drawn to form a narrow stem being cold forged little by little. Then, a "hollow-head" engine that has hollow space spread also inside the head of the valve is complete.
丂 In addition to the stem, the head is also hollow, so the valve has been 10-20% lighter compared to the previous one.
丂 It also has a high capability of releasing the high-temperature air out of the engine. This is because the hollow part is larger, spreading also into the head, where highly thermally conductive sodium can be accommodated, compared to the normal 乬hollow乭 valve created by drilling a hole into its stem portion only, and that allows the high-temperature air to be released out of the engine block quickly.
The Daiko Factory, in which engine valves were produced during the war Figure 3
丂This technology was utilized by the Daiko Factory of the Nagoya Works and the Kyoto Factory for the production of engine valves of military aircrafts. At earlier stages, domestically-made valves had been broken so often that forming methods were improved based on design drawings obtained from Europe. At that time, as the mass-production was the highest priority, as many as 600 process steps, mainly hot forgings, were performed by sheer force of numbers. Amazingly, it is reported that 5,000 workers were engaged in the production of 80,000 valves per month.
丂 The technical document with the detailed descriptions of this processing technology was exposed to danger of destruction at the end of the war. But at that time, a university graduated young engineer in the Kyoto Factory personally "hid it somewhere assuming that military-related documents would be incinerated". As of 1966, the document has already been stored in the company. After a long time had passed, the document was handed over to Mr. Morii with a message, "Our company had this technology. Use it when needed sometime in the future."
*"Does not make sense unless molded integrally"
丂However, for components of today's mass-produced automobiles, which require the price range of hundreds of yen because of incessant needs for cost reductions, the same processing method as the wartime cannot be used. A number of attempts made to utilize this technology continued to result in failure until the Heisei period, due to the issue that "the amount of the part that needs to be forged was too large".
丂 In 2007, a new project was started under the slogan of "Let's create an additional value with an engine valve." Mr. Morii was pushed by a current member of the Board of Directors and Executive Committee, Mr. Yukio Kodama, who was controlling the engineering divisions in Ritto, with a message "Doing the same things as other companies does not work. It does not make sense for Mitsubishi Heavy to develop the engine valve unless it is molded integrally, instead of by welded connection. "
Even though he approached people inside and outside of the company with this idea, everywhere he got a response "It is absolutely impossible to mass-produce using this technology." and the reaction of giving up. Just then, Mr. Ryoji Yoshimura visited him on another matter.
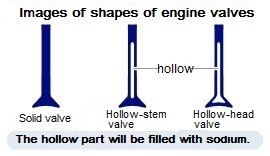
Figure 4
丂In February, 2008, Mr. Morii made a proposal to Mr. Yoshimura reversely, "I would like you to consider whether it is possible to mass-produce automobile engine valves using the technology of the hollow head." showing him a prewar blueprint drawing document of 94 pages. The development was started in April.
丂 Mr. Yoshimura has been engaged solely in forging since he was assigned to the Daiko Factory in Nagoya in 1957, and constantly developed new technologies such as closed-die forging. He had left MHI when the Daiko Factory had been closed in 1986, and after that, became an official of a mold manufacturer, and continued the research of the forging technology there.
Working process to form the (rightmost) hollow-head engine valve Figure 5
丂The blueprint document was full with detailed instructions, including illustrations, such as manufacturers of the processing equipment to be used and types and grain sizes of the grindstones.
丂 Mr. Yoshimura's proposal was an idea of cold forging a high-strength and high-heat resistant alloy. He said "The first one of the more than 10 processing methods I'd come up with made a hit. It's something like Columbus' egg." Mr. Morii said "This is like an invention of a car that can fly in the sky. Mr. Yoshimura's idea for creating existence out of nothing is great." being deeply impressed by Mr. Yoshimura's idea.
*Achieved by the integrated efforts made at designing and manufacturing floors
丂 However, the drawing of stretching a hollow rod to make it thinner was extremely difficult. The thin stem could be crushed unless that is done under appropriate conditions. Trial and error, such as applying tons of pressure in several steps and changing the shape of the mold, were repeated with the cooperation of small-to-medium sized processing manufacturers..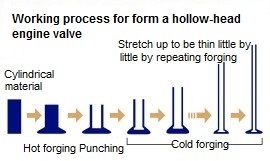
Figure 6
丂Mitsubishi Heavy Industries, this time, established the technology for mass-producing high-quality hollow-head valves in a short period of time by performing the process of punching holes prior to the drawing. They aggressively promote the sales with the new technology not only to Japanese companies but also to European automobile manufacturers.
丂 What should be learned from the past is not only individual technologies. According to the manufacturing and engineering division of MHI, in the Nagoya Aircraft Works, before and during the war, the conceptions of concurrent-engineering (CE) and front-loading (FL) have already been rooted. These are conceptions of shortening the development time frame, by reflecting the failures predicted to occur during the stages of manufacturing the products such as zero fighters and heavy bombers in designing them, beforehand.
丂 Of course, computers were not available at that time. It has been reported that "the attempts that can be performed by making full use of three-dimensional (3D) CAD (computer-aided design) and 3D printers in the manufacturing industry of the Heisei period, were achieved with the integrated efforts made both at designing and manufacturing floors because of the needs the wartime era, where overwhelmingly short time frame was required". The entire team was gathered in a large room for a discussion, just like in the world of the cinema, "The Wind Rises".
丂 In a gallery of the Nagoya Guidance & Propulsion Systems Works located in Komaki City, Aichi Prefecture, where engines of missiles and aircrafts are manufactured, engines of wartime military aircrafts and engines with the hollow-head engine valves are displayed. Director of the gallery, Mr. Seiichi Tsutsumi also worked for the Daiko Plant for a long time. He says "Perspective views of engines that were created mainly for use by mechanics are precise enough to look like CG images, even though they were handwritten. They show the high level of the manufacturing technology of that time."
丂 However, it was not easy to transfer the technology. In the reference room of the Nagoya Aerospace Systems Works, beside the exhibits such as zero fighters, "pans and toasters that were created to make living for employees" when the production of aircrafts was prohibited because of the end of the war, are displayed. This is one of the "measures" taken not only to maintain sales but also to "avoid dispersion of engineers" (according to Mr. Toshihiko Ito in the administrative control division).
Mr. Ryuji Yoshimura who co-developed the hollow-head engine valve. Figure 7
*Toward the shipments to major automobile manufacturers
丂Even though Mitsubishi Heavy acquired engineers who had knowledge of aircrafts, the company did not resume the aircraft business until 1952, after the San Francisco Peace Treaty. The best they could do was to introduce the U.S.'s aircraft technologies that had already made progress after the war. "The blank period of 7 years had a so large impact".
丂The company is scheduled to start shipping the hollow-head engine valves to major automobile manufacturers within this fiscal year. They will invest approximately one billion yen to build a facility in Ritto to perform a series of processes such as cutting, heat treatment, punching, drawing, and sodium injection on one line. It will start with a capacity to produce 500 thousand valves per month, and the company has a plan to make an additional investment of 2.5 billion yen after years to increase the capacity to 2 million per month.
丂 Mitsubishi Heavy was able to make progress on the hollow-head technology. The wartime engineers who left the document, Mr. Yoshimura, and Mr. Morii contributed to this achievement. This technology would not have been revived if anyone among them had been dropped out. However, it is also a fact that the company, equipped with a lot of laboratories and facilities, was unable to solve the issue by themselves, and that Mr. Yoshimura, who has was running a business almost independently, although he was a former employee, was able to solve it.
丂 Mr. Yoshimura took the occasion of the development of the hollow-head technology to establish a forging consulting company of Yoshimura Company (Nagoya City). The company proposes forging technologies to the clients such as automobile manufacturers. He sometimes gives a lecture also in Mitsubishi Heavy, though, regretting "The important successors get away from the fields once they go to the management positions."
*Pass the baton of the technology to the next generation
Mr. Yamauchi creating a windmill generator with elementary school kids. Figure 8
丂Not only MHI, other major companies are also promoting the transfer of the expertise by creating opportunities such as expertise seminars. In the seminars, young engineers absorb the basic expertise through activities such as camping. However, "even if it is possible to duplicate previous technologies through training, it is another thing to combine them with the up-to-date ones to make a new technology that can be a real strength" (according to Mr. Morii).
丂 "Do you know how the electricity can be made? There are various ways to run a power generator."
丂 Mitsubishi Heavy has been hosting visiting science classes at elementary schools for years on themes such as creating a power generator using a windmill. One of the instructors is a former employee, Mr. Norio Yamanouchi. He contributed to the development of the Japanese airline industry by being engaged in designing YS-11, the first domestically-made passenger aircraft after the war. He also served as a test pilot for the aircraft. Mr. Yamanouchi was showing the pleasure of the science at an elementary school near the headquarters together with a former executive of another manufacturer last summer also.
丂 From the pre-war to the post-war, and to children who will lead the future, making steady efforts to pass the baton of the manufacturing technologies will lead to the future of Japanese manufacturing industry.
(By Yoshikazu Miura, Industrial Division)
亙栿幰偐傜偺楢棈帠崁亜
PDF僼傽僀儖偼偙偪傜偐傜仺Click here for a PDF file.
| 尨暥 | 栿暥 | 楢棈帠崁 |
|---|---|---|
| 嶰旽廳岺嬈 | Mitsubishi Heavy Industries | 尨暥偵偍偗傞嵍婰偺幮柤傗棯徧偵偮偄偰偼丄巊偄暘偗偺婎弨偼柍偄傛偆偱偡偺偱丄偦傟偧傟丄嵟傕嬤偄塸岅偺幮柤傗棯徧偵抲偒姺偊傑偟偨丅 |
| 嶰旽廳岺 | Mitsubishi Heavy | 捈嬤偺幮柤偲娫偑嬻偄偰偄傞偨傔丄棯徧傗the company偵偣偢偵丄幮柤偵偟傑偟偨丅 |
| 嶰廳岺 | MHI | 忋婰偲偺娫妘偑抁偄偱偡偑丄the company偱偼傢偐傝偵偔偄偨傔丄棯徧傪巊梡偟傑偟偨丅 |
| 摨幮 | Mitsubishi Heacy Industries | 捈嬤偺幮柤偲娫偑嬻偄偰偄傞偨傔丄棯徧傗the company偵偣偢偵丄幮柤偵偟傑偟偨丅 |
| 摨幮 | MHI | 忋婰偲偺娫妘偑抁偄偱偡偑丄the company偱偼傢偐傝偵偔偄偨傔丄棯徧傪巊梡偟傑偟偨丅 |
| 摨幮 | the company | 捈嬤偺Mitsubishi Heavy偲偺娫妘偑抁偄偙偲偲丄乽乮尋媶強傗帠嬈強傪書偊傞乯夛幮偩偗偱偼乣偱偒側偐偭偨丅乿偲偄偆暥柆偵傕崌偆偲峫偊偨偙偲偵傛傝丄偙偺昞尰偵偟傑偟偨丅 |
| 摨幮 | MHI | 捈嬤偺Mitsubishi Heavy偲偺娫妘偑抁偄偱偡偑丄this company偲偡傞偲丄捈屻偺乽戝庤婇嬈乮other major companies乯乿偲扨岅偑廳暋偡傞偨傔丄棯徧偵偟傑偟偨丅 |
| 愴拞偺孯梡婡偺僄儞僕儞傗嶱拞嬻僶儖僽傗僄儞僕儞 | engines of wartime military aircrafts and engines with the hollow-head engine valves | 乽愴拞偺孯梡婡偺僄儞僕儞乿偲乽嶱拞嬻僶儖僽偑搵嵹偝傟偨僄儞僕儞乿偲偄偆堄枴偱偁傞偲敾抐偟傑偟偨丅 |
| 僼儘儞僩丒儘乕僨傿儞僌乮俥俼乯 | front-loading (FL) | 乮俥俼乯偼乮俥俴乯傪堄枴偡傞偲敾抐偟傑偟偨丅 |